测量进入生产节拍
将相机、轮廓仪和视觉软件集成到工站,在生产过程中完成数据采集和检测判定。

解决方案
将三维相机、激光轮廓仪和视觉软件嵌入连续生产工站,通过工件到位触发、自动采集、三维校正、尺寸与轮廓计算、合格判定和数据记录,把原本独立的抽检能力转化为可重复执行、可连接产线控制并可追溯的在线质量环节。
让三维测量跟随生产节拍持续运行,连接自动判定、异常反馈与质量追溯,形成面向产线的数据闭环。
围绕三维采集、数据处理和现场集成建立完整方案能力。
将相机、轮廓仪和视觉软件集成到工站,在生产过程中完成数据采集和检测判定。
通过固定工装、触发逻辑和测量流程降低人工差异,使检测项目可重复执行。
按工件或批次保留测量结果,为异常分析、工艺调整和质量闭环提供数据。
从适用对象、数据输入、输出结果与部署方式了解方案配置。
应用方式用于说明常见部署形态,流程步骤用于说明方案从输入到输出的基本链路。
工件进入固定测量位置后触发采集,适合定位稳定的批量检测。
机器人带动相机或工件覆盖多个测量面,适合复杂结构和柔性换型。
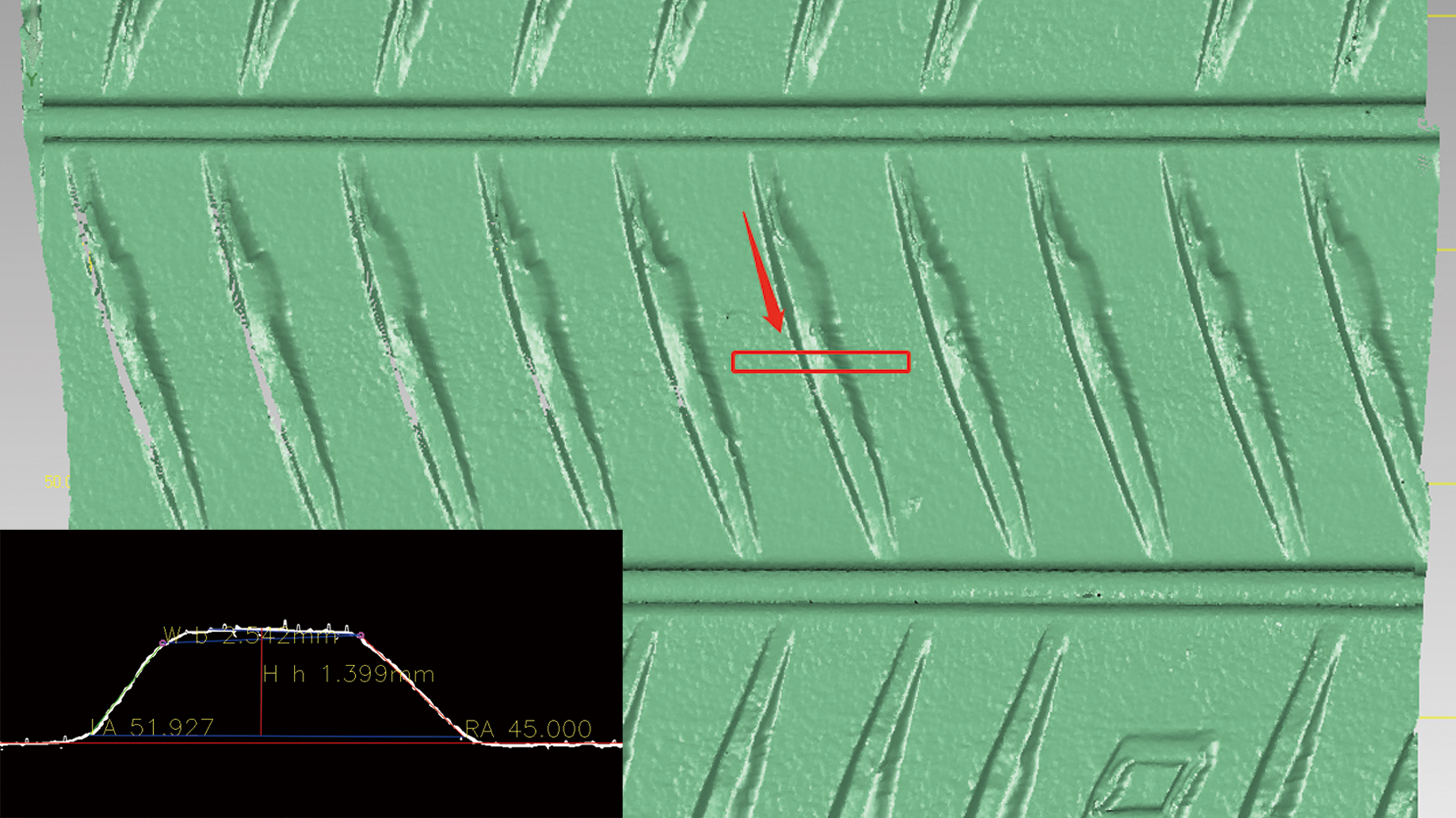
通过运动形成连续三维轮廓,用于高度、宽度、间隙和表面形貌分析。
由传感器、PLC 或上位系统确认工件到位并启动测量。
按固定参数获取点云或连续轮廓数据。
执行校正、测量和阈值判断,形成检测结果。
保存结果并向产线控制或质量系统输出。
根据方案任务组合视觉工具、三维算法和软件模块。
建立设备、工装与测量坐标系关系,保持现场测量基准一致。
计算高度、宽度、间隙、曲面偏差和其他指定检测项。
按规则生成合格状态、检测数据和产线控制结果。
需要根据工件尺寸、采集视角、检测项目和数据处理量评估,可通过固定工位、连续轮廓测量、并行处理或抽取关键检测项匹配现场节拍。
方案可输出检测数值、合格状态和追溯标识,并依据现场接口通过控制器、上位机或 SDK 与工位控制和质量系统连接。
通过固定安装、工装基准、标定校正、状态检查和周期性验证维护测量关系,并对环境光、振动、温度与设备污染进行现场控制。