客户需求
面向工程机械、钢结构、汽车和医疗器械等焊接场景,自动完成焊缝寻位、起止点判断和过程跟踪,并在工件偏差或焊接变形发生时修正焊枪位置。
详细介绍
激光轮廓传感器采集焊缝截面,软件提取坡口、间隙和中心等轮廓特征,计算焊接起止位置及轨迹偏差。机器人依据实时结果调整焊枪角度和位置,完成非接触式跟踪。
工作流程
- 01
焊缝轮廓采集
线激光跨越焊缝投射并连续采集截面轮廓,保留坡口和间隙变化。
- 02
焊缝特征提取
识别焊缝中心、边缘、起止点和局部宽度等作业特征。
- 03
轨迹与角度计算
根据轮廓变化计算焊枪目标位置、摆动角度和行进方向。
- 04
过程跟踪补偿
机器人执行焊接的同时更新偏移,补偿装配误差和焊接变形。
应用优势
非接触式焊缝感知
无需探针接触工件即可获得焊缝轮廓,适合连续自动焊接流程。
适应实际工件偏差
轨迹来自实时轮廓而非固定示教,可随焊缝位置和宽度变化修正。
面向工业焊接环境
可结合循环降温产品应对高温、高湿和粉尘条件下的轮廓测量需求。
应用成果
- 完成焊缝自动寻位、轨迹计算和机器人跟踪补偿的一体化视觉链路。
- 使焊枪能够依据实际焊缝变化调整作业位置,提升批量焊接的一致性。
项目现场
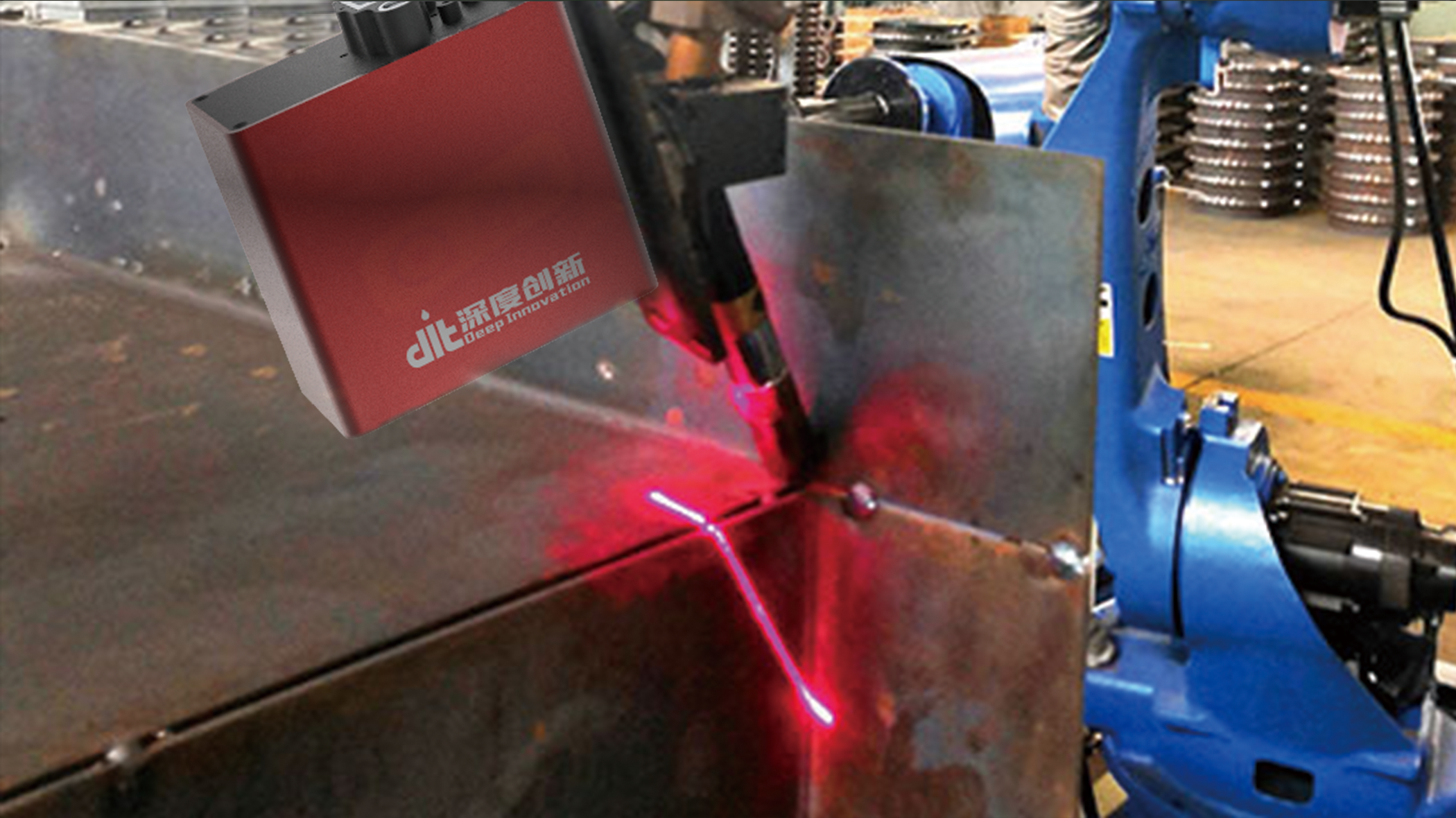
项目现场
扫描焊接件之间的焊缝,计算最佳起止位置并引导焊枪调整角度,焊接过程中补偿变形造成的焊缝偏离。

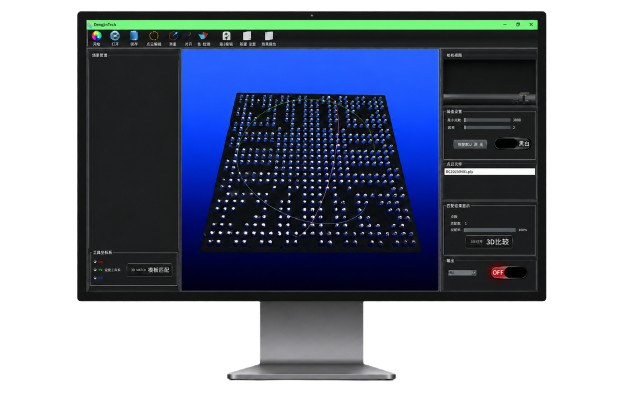
三维数据与结果
展示AI视觉驱动的焊缝三维跟踪与自适应焊接形成的三维数据、检测结果或加工效果。